

Электрод для сварки и наплавки деталей из чугуна, а также сварки чугуна со сталью. Наплавленный металл отличается высокой вязкостью и хорошей обрабатываемостью. Цвет близок к цвету чугуна. Хорош для заполнения каверн и раковин в чугунном литье. При сварке электродами малого диаметра на малых токах в предварительном подогреве нет необходимости. При сварке толстых сечений и ковких чугунов рекомендуется предварительный подогрев до 300° С. В процессе сварки рекомендуется лёгкое проковывание швов с последующим медленным охлаждением.
Род тока и полярность
=(+) DC+ постоянный ток, обратная полярность ( «+» на электроде)
=(-) DC- постоянный ток, прямая полярность ( «-» на электроде)
~ AC переменный ток
Режимы прокалки: 180-220°С, 2 часа
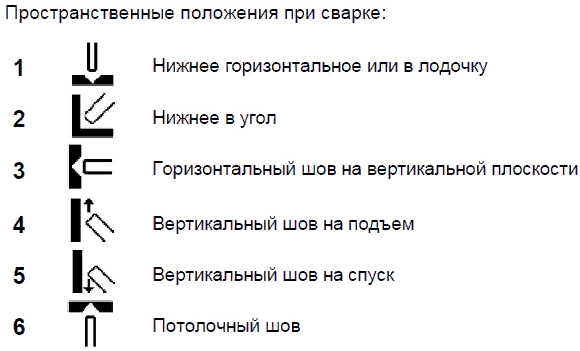
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Технические характеристики:
Классификация
|
SFA/AWS A5.15 |
ENiFe-CI-A |
|
EN ISO 1071 |
E C NiFe-Cl-A 1 |
Химсостав, %
|
C |
Si |
Mn |
Ni |
Al |
Fe |
|
1,5 |
0,7 |
0,8 |
51 |
1,4 |
46 |
Механические свойства
|
Предел прочности: |
375 МПа |
|
Твердость: |
180 HB |