

Установки предназначены для автоматической сварки под флюсом арматурных стержней диаметром от 8 мм до 20 или 30 мм соответственно к закладным деталям. Материал арматуры - малоуглеродистые и низколегированные стали.
Одновременно приваривается один стержень. К пластине могут привариваться несколько стержней, расстояние между стержнями не менее 35 мм. Средняя производительность установки - 60 сварок в час при диаметре стержня 20мм. Конструкция установки обеспечивает ручную закладку привариваемых деталей и их выемку после сварки. Засыпка и уборка флюса выполняется оператором.
Установка обеспечивает горизонтальное перемещение механизма зажатия стержня с последующей фиксацией во время сварки, для возможности приварки анкеров по заданным координатам, перемещение по осям Х - 400 мм, Y - 400 мм. Блок управления обеспечивает необходимый цикл работы в автоматическом режиме. Подачу арматурного стержня до пластины, включение источника сварочного тока и его отключение после зажигания дуги, перемещения стержня вверх и егоопускание под сварочным током в расплавленный металл, отключение источника сварочного тока. Выключение процесса сварки происходит автоматически.
Сварочные установки отвечают требованиям норм и правилам по охране труда и техники безопасности.
Сварочный процесс дуговой сварки стержней состоит из следующих циклов:
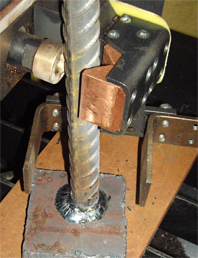
- Привариваемая пластина прижимается к поверхности стола.
- Стержень позиционируется на поверхности пластины и пневмозажимом фиксируется в головке, место сварки засыпается флюсом.
- После включения сварочного тока стержень отрывается от пластины и возбуждается дуга.
- По истечении времени горения дуги стержень электроприводом осаживается на заданную глубину в сварочную ванну.
- После кристаллизации сварного соединения происходит отключение всех компонентов — стержень и пластина освобождаются.